一站式電子產(chǎn)業(yè)柔性“智”造服務(wù)平臺 |
400-181-2881

SMT關(guān)鍵工序的工藝控制--貼片篇
來源:CLTPHP 時間:2020/03/19
| SMT加工關(guān)鍵工序?yàn)殄a膏印刷、設(shè)備貼片和回流焊接,只有對貼片工藝過程有效管控,方可滿足優(yōu)質(zhì)高效之加工。 |
| 一、了解貼片機(jī)原理,提高貼片質(zhì)量 |
| 貼片機(jī)是SMT生產(chǎn)工藝中的核心生產(chǎn)設(shè)備,是一種精密的工業(yè)自動化機(jī)器人,為機(jī)-電-光以及計(jì)算機(jī)控制技術(shù)的綜合體。它通過貼片程序指引及供料FEEDER或托盤匹配經(jīng)吸嘴真空吸取-位移-定位-放置等功能,在不損傷元件和印制電路板的情況下,實(shí)現(xiàn)了將SMC&SMD元器件快速而準(zhǔn)確地貼裝到PCB所指定的焊盤位置上。 |
| 1. 貼片機(jī)的PCB校準(zhǔn)原理 |
| 貼片機(jī)貼裝時元器件坐標(biāo)和角度以PCB上某個角點(diǎn)(一般為左下角)為基準(zhǔn)原點(diǎn),但在貼片過程中PCB定位時存在一定的誤差,故而需在貼裝前對PCB位置進(jìn)行精確校準(zhǔn)基準(zhǔn)。常規(guī)使用PCB上的基準(zhǔn)標(biāo)示(也稱Mark點(diǎn))和貼片機(jī)的光學(xué)系統(tǒng)進(jìn)行比對校準(zhǔn);對精密器件如QFP/BGA等在PCB Mark基礎(chǔ)上,再增加此料局部Mark點(diǎn)更加精密地修訂PCB定位潛在誤差,確保貼裝質(zhì)量良好。 |
 |
| 2. 貼片機(jī)吸取元器件對中方式與對中原理 |
| 元器件在吸取貼裝前,因供料器(Feeder或托盤)對元器件供料及真空吸嘴吸取時存在偏差,需對其對中處理,常規(guī)存在三種對中原理:機(jī)械對中(靠機(jī)械對中爪外力修正)、激光對中(靠光學(xué)投影對中,在貼片時給予修正或無法修正的則拋棄)和視覺對中(靠CCD攝像與程序庫中器件比對后,在貼片時給予修正或無法修正的則拋棄),其中后再種可以對異常元器件如引腳變形、厚度不一等進(jìn)行篩選對異常件拋入回收盒內(nèi))。 |
| 二、保證貼片質(zhì)量的三要素 |
| 1. 元器件的正確使用 |
| 要求各貼裝位號元器件的材料型號、封裝、標(biāo)稱值和極性等基本特征標(biāo)識符合產(chǎn)品的BOM、PCB面次及位號、角度等工程資料的要求。對部分客戶還涉及材料生產(chǎn)商品牌限定的,也須有效執(zhí)行,不能用錯。 |
| 小銘打樣&小銘商城正緊密配合,一方面小銘商城最大化地持續(xù)提升供應(yīng)材料的種類及品牌類別,對材料建立基礎(chǔ)數(shù)據(jù)庫且匹配材料追蹤識別條碼(S/N),另外一方面持續(xù)擴(kuò)大小銘平臺智能識別匹配系統(tǒng)的功能,對部分仍然客供材料進(jìn)行編碼識別且匹配材料追蹤識別條碼(S/N);再與我們的貼片機(jī)線體和機(jī)臺編號、貼片程序等使用智能平臺進(jìn)行整合為專有特色的防錯料系統(tǒng),以達(dá)過程防錯、事后追溯PCBA上的用料信息,為注冊客戶們提供有效的品質(zhì)監(jiān)控及追溯手段和數(shù)據(jù)支撐。 |
| 2. 元器件貼裝位置準(zhǔn)確 |
| 元器件的端頭或引腳均和焊盤圖形要盡量對齊、居中,還要確保元器件焊接端接觸焊膏圖形。兩個端頭的CHIP元件的自定位效應(yīng)作用比較大,貼裝時寬度方向有3/4以上搭接在焊盤上、長度方向兩個端頭只要搭接到相應(yīng)焊盤上并接觸印刷的錫膏圖形,回流焊接時會自蘋果五 但如果其中一個端頭沒有搭接到錫膏圖形或焊盤上,回流焊接后就會產(chǎn)生移位或立碑或間接引起錫珠等不良。 |
| BGA貼裝之焊接球與相對應(yīng)的焊盤一一對齊,焊球的中心與焊盤中心的最大偏移量小于1/2錫球直徑為基本準(zhǔn)則。 |
 |
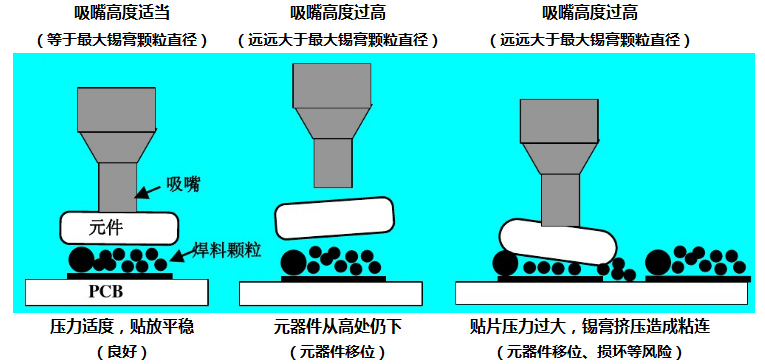
| 3. 吸嘴壓力(貼片高度)適度 |
| 吸嘴壓力(貼片高度)主要參考元器件的封裝高度、FEEDER/托盤供料平面及吸嘴的Z軸高度來設(shè)置,如果貼片壓力過小,元器件或引腳浮在錫膏表面,錫膏的粘性無法穩(wěn)固元器件,在傳遞及回流焊接時容易產(chǎn)生位置移動;且因X軸高度過高,貼片時元件從高處扔下,會造成貼片位置偏移。貼片壓力過大,錫膏會被壓塌擠出量過多,造成錫膏粘連,在回流焊接時易于產(chǎn)生橋接短路;同時由于滑動造成貼片位置偏移,加重短路不良國嚴(yán)重的還會直接壓壞元器件造成不易檢測的內(nèi)部或外部損傷,影響元器件的性能可靠性。 |
 |
| 三、如何確保貼片機(jī)的貼裝質(zhì)量 |
| 1. 貼片程序的編制及調(diào)校 |
| 貼片程序編制的正確性及優(yōu)劣,直接影響貼裝的精度和效率,必須依照小銘平臺自研的數(shù)據(jù)庫并結(jié)合BOM/坐標(biāo)文件等進(jìn)行編制,確保每個面次各元器件位號的正確坐標(biāo)及角度,同時參考吸嘴少更換、貼裝頭少移動、幾個貼裝頭同時吸取、先后貼裝的元器件彼此不得產(chǎn)生干涉和影響等綜合條件對PCBA的元器件貼裝優(yōu)化最優(yōu)的貼裝順次、路徑等。當(dāng)涉及多個機(jī)臺串聯(lián)生產(chǎn)時,則將各機(jī)臺的的材料種類盡可能地集中,充分各自發(fā)揮設(shè)備優(yōu)勢,并且貼裝用時盡可能相近(原則上前工序可小幾秒鐘),從而保持產(chǎn)線產(chǎn)能最優(yōu)利用。 |
| 當(dāng)貼片程序編制好到貼片機(jī)的調(diào)校時,特別注意PCB原點(diǎn)的尋找、Mark點(diǎn)的選擇(進(jìn)板面次或/和方向的防呆措施)和編制(區(qū)域、尺寸圖形及對比度等)等方面至關(guān)重要,確保在PCB進(jìn)板、定位的準(zhǔn)確;而對于一些精密的如QFP/QFN/BGA的器件,則還需要進(jìn)行局部Mark點(diǎn)的設(shè)置,提升器件的貼裝精確度。 |
| 編輯好的貼片程序的命名一般需要包含客戶代碼-產(chǎn)品型號-貼片機(jī)品牌-機(jī)臺-面次等信息,確保程序與訂單所屬的BOM等工程資料完全匹配,確保指令正確。 |
| 2. 貼裝前準(zhǔn)備 |
| a. 貼裝前接收的《訂單信息表》、《上料表》、已經(jīng)備上Feeder的材料標(biāo)識和貼片程序的一致性再次確認(rèn)無誤; |
| b. MSD濕敏元器件的檢查是否有效烘烤 |
| 對SMT PCBA加工前涉及的PCB、BGA、QFP、QFN等器件均需要提前判定其MSD等級,并在開封時檢查內(nèi)附的濕度指示卡上20%處是否已經(jīng)由粉紅色變?yōu)樗{(lán)色,若是則表明器件已經(jīng)受潮必須啟動烘烤作業(yè)。 |
| MSD烘烤的溫度及時長視MSD等級、材料的包裝方式等綜合判定:原則上使用1500C托盤裝的BGA、QFN、QFP等和非OSP工藝的PCB使用125±50C 、時長在8~24H不等;而使用卷裝(紙帶&塑膠帶)的材料因料膜的耐溫性偏低,只能使用60±50C、時長在8~72H不等。 |
| 注:由于此烘烤時長非包含小銘打樣承諾的時效內(nèi),而此類烘烤主要原理是通過一定可控的溫度對PCB/器件內(nèi)的濕氣在可控的速度逐步排出,以免器件內(nèi)部濕氣在回流焊接時相對快速的升溫形成內(nèi)部氣泡對器件電性能影響(如器件內(nèi)部焊接引線脫落、封裝炸裂、PCB層間裂開等潛在品質(zhì)風(fēng)險(xiǎn)),故而敬請客戶對客供MSD器件有效密封提供,并給予整個制造過程必要的烘烤時長疊加,確保PCBA加工品質(zhì)可靠性穩(wěn)定性和保障。 |
 |
| c. 開機(jī)前必須進(jìn)行安全檢查,確保安全操作 |
| 主要檢查項(xiàng)目包含但不限于設(shè)備真空氣壓是否在6kg/cm2以上、所有設(shè)備及設(shè)施的導(dǎo)軌寬度是否與PCB寬度一致、PCB導(dǎo)軌上移動部分是否會有錫膏及貼裝需求、PCB的尺寸是否大于50*50mm以保證平穩(wěn)傳遞、在PCB/PCBA傳遞過程路線上有無其他雜物或吊物影響PCBA有效傳遞而避免抹掉錫膏和元器件、FEEDER穩(wěn)固定位安裝在料臺上并壓扣扣緊無上翹變形、在吸嘴移動路線沒有障礙物潛在損壞吸嘴及貼裝頭的風(fēng)險(xiǎn)等,只有滿足貼裝規(guī)程要求時才能啟動。 |
| 3. 具體操作上崗證的人員依照設(shè)備的操作規(guī)程操作生產(chǎn)首件 |
| 4. IPQC首件檢測 |
| 當(dāng)訂單首件產(chǎn)出后經(jīng)技術(shù)員依照BOM、《元器件位置絲印圖》、《上料表》對貼裝元器件進(jìn)行初步檢查,重點(diǎn)檢查器件類位號的貼裝正確性(包含但不限于用料正確、極性/角度正確等)和貼裝精確度(包含但不限于貼裝位置有無偏移、壓力適度與否、有無少件或/和飛件等)。 |
| 經(jīng)技術(shù)員確認(rèn)無誤后,遞交IPQC進(jìn)行制程用料檢測,小銘打樣配置了專用的首件檢測系統(tǒng):將客供的BOM、坐標(biāo)文件和元器件位置絲印圖導(dǎo)入再依照操作規(guī)程即可自動生成首件檢測程序,在其指引下對每個CHIP-R/C/L元件進(jìn)行夾取即可由系統(tǒng)自動判定正確與否【此由系統(tǒng)依照指定位號BOM用料的標(biāo)稱值和誤差大小自動判定元件值是否正確并在誤差范圍內(nèi)】,其他器件類則使用人工方式比對作業(yè)。 |
| 由于首件檢測系統(tǒng)可以自助指引、快速檢測,而且其檢測信息可以系統(tǒng)自動記錄備查;故而請客戶在BOM內(nèi)參數(shù)信息(包含但不限于規(guī)格、型號、誤差等)力求完整、坐標(biāo)文件分解為正面/背面、元器件位置絲印圖明晰并對元器件的位號及角度/極性清晰標(biāo)識,以便快速檢測并過回流爐。 |
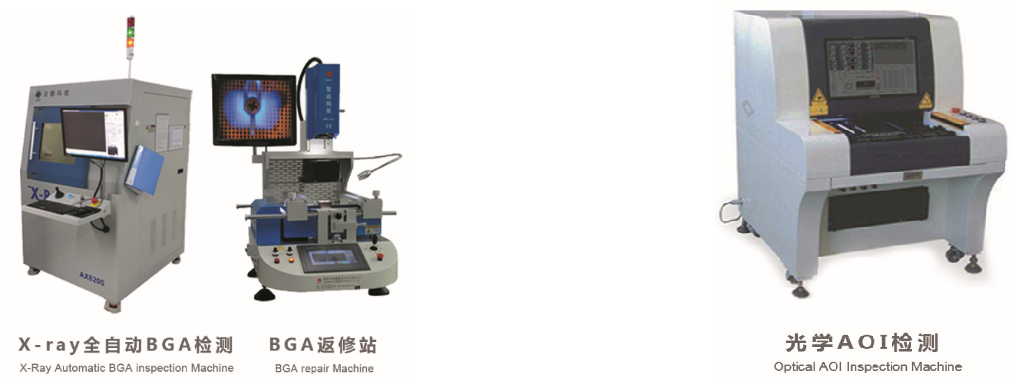 |
| 5. 首件檢測合格后,依照PCBA的合適的回流焊接爐以一定間距進(jìn)行回流焊接,如果PCBA上存在BGA則還必須增加X-ray激光檢測BGA等的焊接效果:位置正確、無氣泡等不良。如果檢測存在 問題,如實(shí)記錄并提報(bào)技術(shù)人員進(jìn)行分析原因并對癥處理(包含但不限于程序調(diào)校、已貼裝的PCBA隔離和糾正等),只有完全合格后方可正式啟動生產(chǎn)。 |
| 6. 首件合格正常生產(chǎn)后,制程中的PCBA依檢測要求經(jīng)全自動檢測機(jī)AOI編程、自動檢測;對于期間發(fā)生/發(fā)現(xiàn)的異常每個時段由技術(shù)人員分析并于后續(xù)制程中給予修訂改善,持續(xù)提升品質(zhì)良率。 |
| 7. 正式生產(chǎn)期間,依流程及工序規(guī)范進(jìn)行定期抽測BGA的貼裝和焊接效果,過程回流爐溫度曲線至少每個班次檢測一次并經(jīng)審核符合性。 |
| 四、影響貼裝質(zhì)量的主要因素--設(shè)備精度方面 |
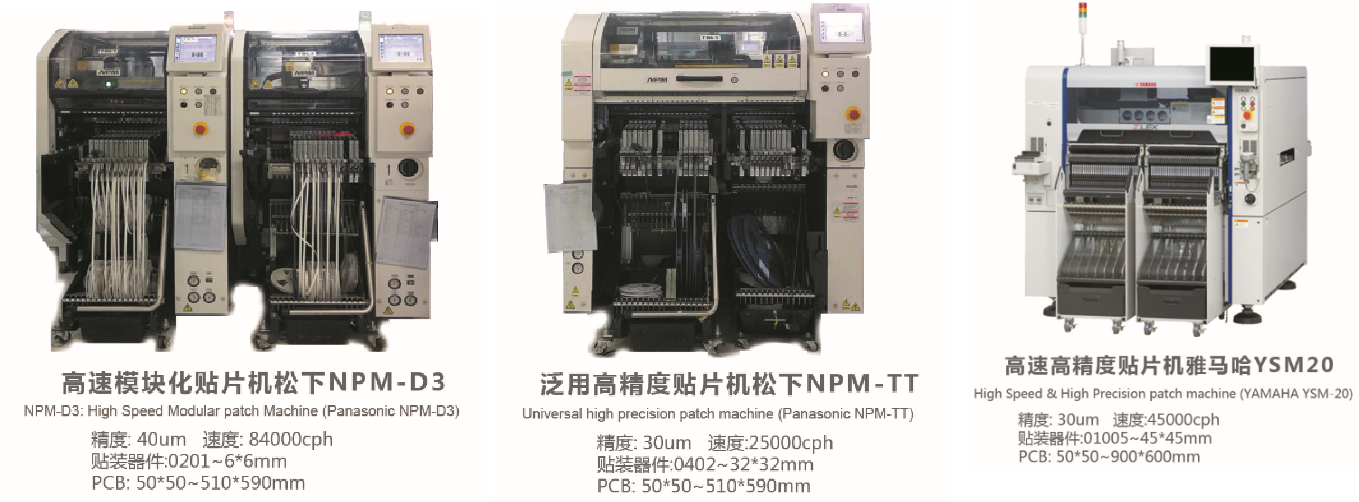
| 當(dāng)前各類產(chǎn)成品的尺寸越來越輕薄短少,以便捷攜帶及功率消耗持續(xù)降低提升續(xù)航能力,相應(yīng)其產(chǎn)品控制核心PCBA上的元器件尺寸越來越精微精密,有效地管控PCBA的貼裝質(zhì)量除了優(yōu)秀的運(yùn)營團(tuán)隊(duì)及其流程整合、管控能力外,全自動、高精密的貼片要設(shè)備也是至為重要的要項(xiàng)。 |
| 為滿足各行各業(yè)注冊客戶各類PCBA加工需要,小銘打樣全面配置SMT行業(yè)高標(biāo)準(zhǔn)的、日本進(jìn)口高速高精度貼片機(jī),主要是松下NPM-D3(貼裝SMC類元件最優(yōu)效能)、NPM-TT(貼裝SMD異型器件最優(yōu)效能)和優(yōu)雅馬哈YSM20(高效適應(yīng)SMC/SMD均可通用)。 |
 |
