一站式電子產業柔性“智”造服務平臺 |
400-181-2881

如何防止SMT回流焊過程中的焊接接點空洞和冷焊接缺陷
來源:本站 時間:2020/03/14
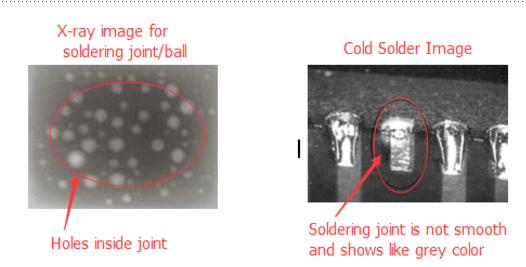
焊點空洞是導致關節內出現空隙或空洞的現象。 焊點空洞通常發生在BGA和較大的焊盤上。 空隙與包埋在接頭中的助焊劑以及糊劑氧化有關。 大量的空隙會降低焊接接頭的可靠性。
根本原因分析
- 焊膏中使用的助焊劑太多。 在焊料轉換到固態之前,助焊劑沒有足夠的時間排氣。
- 預熱溫度太低,因此助焊劑中的任何溶劑難以完全蒸發。
- 回流過程中浸泡區時間太短。
- 當無鉛焊料冷卻至固態時,其體積通常縮小4%。 當大墊片不均勻地冷卻時,可以獲得空隙。
- 錫膏發生氧化。
- 減少沉積的焊膏量。
- 對于較大的墊片,請使用小開口網格而不是大開口。
- 延長預熱時間,使其足夠長。
- 延長浸泡區時間,使其足夠長。
- 始終考慮用于BGA組裝的新焊膏。
根本原因分析
- 預熱時間過長和過高,阻止了通量的激活。
- 錫膏已經過期。
- 沒有足夠的熱量被焊料吸收。
- 冷卻速度太慢。
- 根據制造商的規格調整回流曲線。
- 確保峰值溫度比焊料熔點高出至少15°C超過45秒。
- 改用一種新型的錫膏。
深圳市smt貼片加工:以上是關于如何防止SMT回流焊過程中的焊接接點空洞和冷焊接缺陷
